






With high measurement accuracy, fast response speed, strong anti-interference ability, WLX-II type continuous temperature measurement instrument of molten steel has real-time online monitoring molten steel temperature variation, which is the domestic latest generation high-precision molten steel temperature measurement product. By application in various steel plants, reliability and stability of the product are sufficiently affirmed. It is surely the ideal product to replace platinum rhodium thermocouple thermodetector.
Measuring range: 700-1650℃
Uncertainty of measurement: ≤ ±3℃
Lifetime of temperature tube: ≥24 hours (Temperature tubes of different lifetime can be produced according to site situation)
Usage temperature: 0-70℃(detector), 5-70℃ (signal processor)
Standard output: 4-20mA/1-5V(corresponding to 1450-1650℃)
Output driving force: ≤400Ω(4-20mA)
Output accuracy:0.5
Power supply:Ac220V±10V, 50HZ
Power: signal processor 30W and large screen display 25W.

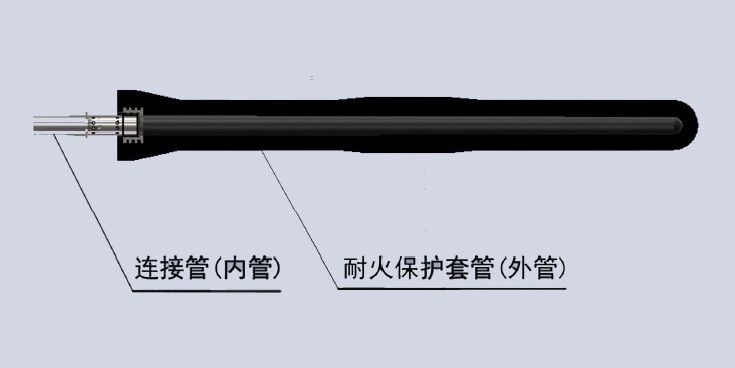
The temperature tube consists of connecting tube and fire-resistant protective casing. The fire-resistant protective casing is in connection with the detector via connecting tube. According to different depth of tundish molten steel and corrosion of molten steel to temperature tube, length of temperature has specifications of 1100mm, 1000mm and 850mm; the diameter has specifications of ¢85mm and ¢90mm, which can be customized according to users’ need.
Temperature tube is directly inserted in molten steel to perceive temperature; insertion depth is required to no less than 280mm. Temperature measurement signal is from inner side of bottom of outer tube; the response time of the instrument basically equals to time energy transmitting from outer side of bottom of the temperature tube to the inner side. Connecting tube is used for connection between temperature tube and detector. Inner tube is mainly to eliminate smoke inside the tube and ensure cleanness of light path.
| Item | Body | Aluminum-magnesium-carbon slag line | Magnesium slag line |
| Al2O3% | 54.8-56.2 | 61.7-62.2 | 22.7-23.3 |
| SiO2% | 7.0-8.0 | ||
| ZrO2% | |||
| MgO% | 8.5-9.0 | 41.4-42.0 | |
| F.C% | 27.1-27.9 | 25.0-25.4 | 29.2-30.0 |
| Volume density g/cmз | 2.46-2.53 | 2.71-2.79 | 2.48-2.52 |
| Apparent porosity % | 11.5-14.8 | 11.4-13.8 | 11.8-12.8 |
| Cold crushing strength MPa | 20.9-32.9 | 21.2-27.6 | 20.7-26.7 |
| Flexural strength at normal temperature MPa | 20.9-32.9 | 5.4-7.3 | 5.5-8.3 |
The detector consist of optical components, photoelectric converter, signal transmission line, output plug and cooling air duct, etc. Input terminal of the detector connects with connecting tube of the temperature tube; the output terminal connects with signal processor via 6P plug; input and output terminals are connected by signal transmission line protected by the flexible cooling air duct. The optical system transmits infrared radiation signal sent from bottom of the temperature tube to the photoelectric converter, then the photoelectric converter converts the optical signal into electric signal and then transmit it to the signal processor via signal transmission line.



Signal processor consists of power module, analog signal processing module, analog-digital conversion module, digital processing module, communication module and display module, etc. Large screen display consists of power module, communication module and display module, etc.
Signal processor has the function of double temperature compensation, which can make automatic compensation to measurement deviation caused by environment temperature of the sensor and working temperature of the instrument.
The signal processor receives electric signal input by the detector; temperature of measured molten steel is calculated by the microprocessor according to infrared radiation theory and displayed on the screen. In the meantime, real-time temperature data can be shown on the large screen through the communication function. Electric signal can be output to main control computer for real time monitoring continuous casting process.
1) By using this product, we can continuously and accurately detect temperature of tundish molten steel and variation trend, takes measures in time to prevent bleed-out or water nozzle clogging due to higher or lower temperature of molten steel, reduces loss due to bleed-out and frozen holes, and idle time due to accidents, and therefore enhance operating rate of the casting machine.
2) By using this product, we can know the change rule of tundish molten steel temperature. According to this change rule, we can put forward more reasonable technological parameter requirements to the next process, such as steelmaking and refining. By doing this, we can not only lower tapping temperature by 15 to 20℃, but also ensure strict process system, increase management level and temperature measurement accuracy.
3) With accurate temperature measurement, this system can lower degree of superheat by 5 to10℃. By lowering degree of superheat can we obtain wider equiaxed crystal zone, relieve center segregation of cast blank, effectively avoid defects of looseness, shrinkage cavity and crack, and enhance steel quality; in the meantime, by lowering degree of superheat can we increase casting speed and steel quality. Application practices prove this temperature measurement system can increase casting speed by 10% on average.





